Biade Width Selection
The dimension from tooth tip to back edge of the biade is the biade width.
The greater the width, the greater the resistance to deflection while cutting.
For straight cutting applications, use the widest biade the machine can
accept. For contour cutting use the widest biade that the contour radius will
permit. To cut dose tolerance radii the following factors must be considered:
biade width, materiai thickness, machinability, feed force, and location
of pivot point.
Teeth Per lnch
The pitch of biade is defì ned by the num ber of teeth per inch(TPI.) Nonferrous
materials such as brass,bronze and aluminum require a large chip
area. A low TPI, or “coarse pitch, “prevents the tips from clogging and binding
together in the gullets, which can diminish sawing and damage the
biade.
On thin walled pipe, tubing, and sheet goods, many teeth per inch are required
to avoid damaging or breaking the teeth. A low TPI biade is the best
biade for cutting large cross-sections. The a bil ity of each tooth to cut into
the workpiece is increased because the saw’s feed pressure is distributed
over fewer teeth. A coarse pitch biade increases productivity and provides
large chip clearing gullets.
Blade Break-ln
Set bandsaw machine at recommended speed for materiai to be cut. When cutting easily mach i ned meta ls, cutting rate shoul d be set
at 1/3 to 1/2 the recommended rate for the fìrst 50 to 75 square inches.
When cutting diffìcult to machine metals,such as tool steels or work hardened alloys, set cutting rate at 75% of the recommended rate
for the fìrst 25 square inches.Gradually increase the feed unti I you achieve the recom mended cutting rate after 50 to 60 sq uare inches.
Tooth selection
Tooth selection is based on the principle that there is a tooth pitch best suited for the cutti ng job. Biade sei ection should be based on
the size, shape accuracy, materiai and cutting rate expected.
Keep in mind these numbers: 3, 6, 12, and 24. There should be a minimum of three in the work at ali times for bi-metal bands and a
minimum of six teeth for carbon bands.ldeal ly, 6-12 teeth should be in contact with the work; 24 teeth in the work is too many.
Feed Pressure
Chips tell you what is happening with your feed pressure and your biade. Powdery or fine chips indicate that not enough feed pressure
is being applied. Heavy, thick or blue burned chips mean you’re pushing the biade too hard, creating too much heat and load for the
teeth. Loosely curi ed chi ps tel I you everying is going welI. Speed shou Id be determined by the class of materiai (this should rema in
constant.) Feed would be adjusted until desired chip formation is achieved.
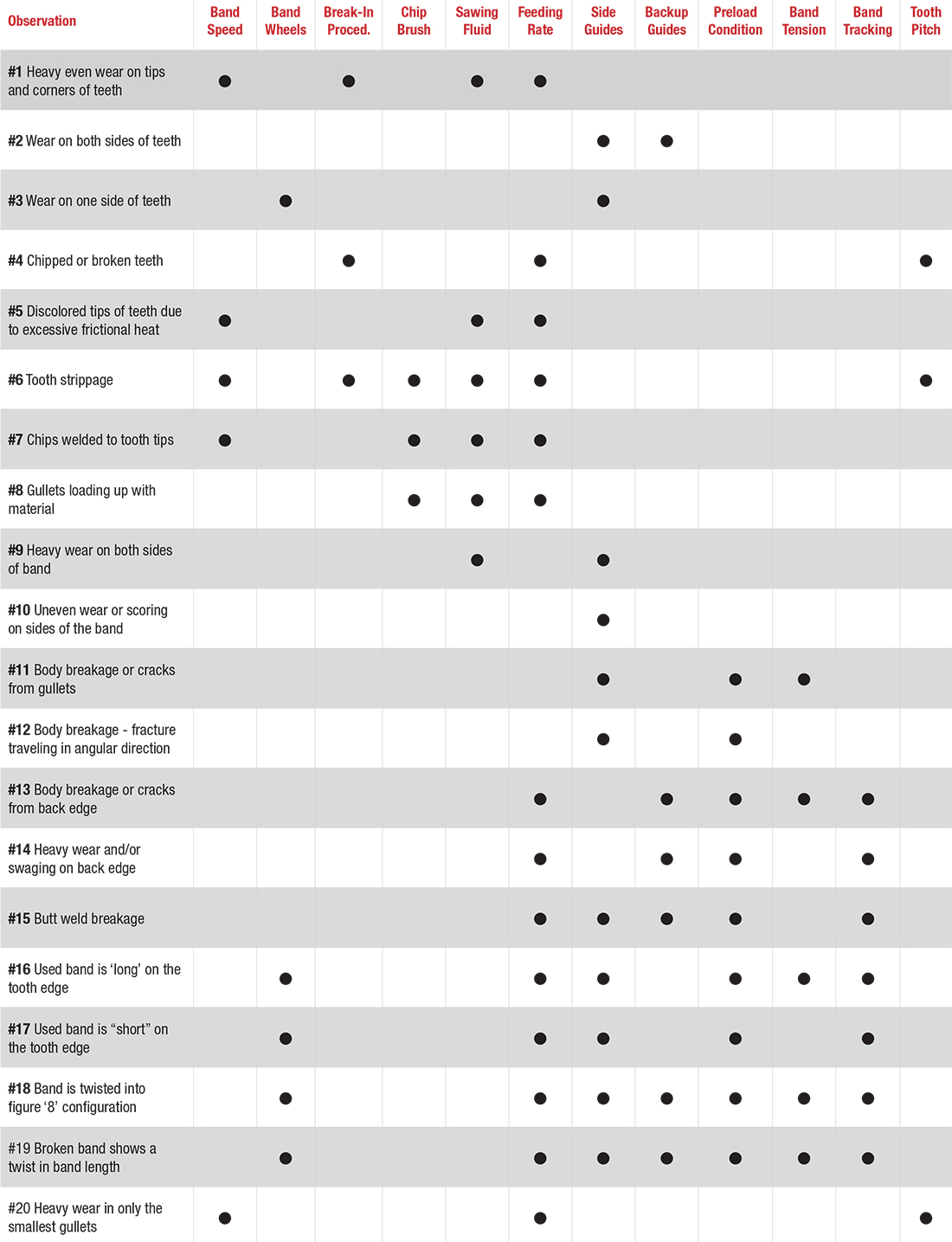
POSSIBLE CAUSES OF BLADE FAILURE